ULTRAFILTRATION CAPILLARY
MEMBRANE PROCESS DEVELOPMENT FOR DRINKING WATER
REPORT NO: 965/1/03
April 2003
Executive Summary
Introduction
An ultrafiltration membrane is a membrane that effects separation on the principle of sieving. The membrane has pores that are in the nanometre size range, and will therefore prevent particles, colloids, microorganisms and dissolved solids that are larger in dimension than the pores in the membrane surface from passing. The membrane therefore acts as a physical, size-exclusion barrier, and it is for that reason that ultrafiltration membranes produce such a high quality product.
Ultrafiltration membranes are produced in either flat-sheet or tubular-type geometries. The membranes that were used in this study are referred to as capillary membranes. The membranes are narrow-bore tubes that have an outside diameter of 1.8 mm and a lumen (bore) diameter of 1.2 mm. The membranes are internally skinned, which means that the pre-treated feed water enters into the lumen from where it filters outwards under a pressure driving force. The trans-membrane pressure required to produce clean-filtered and disinfected water is typically less than 200 kPa, typically 120 kPa.
|
Internationally there has been a drive towards the use of membrane filtration (microfiltration, ultrafiltration and nanofiltration) as part of drinking water treatment of non-saline sources, simply because of more stringent drinking water regulations imposed in Australia, Europe, North America and Japan. Although ultrafiltration membranes are not as productive as microfiltration membranes are, and are operated at a slightly higher transmembrane pressure, ultrafiltration is slowly becoming the preferred process because of the smaller pore size of ultrafiltration membranes. The WRC proved foresightedness in their support of the endeavour to develop a RSA ultrafiltration membrane technology for potable water treatment.
This report is the last of a series of WRC supported research projects aimed at the development of a new membrane filtration process for treating water from non-saline sources for drinking purposes. The research was initiated in the early 1990s with a membrane development project, and was followed by projects on module development and studies into the applicability of capillary membrane filtration for potable water production and use in membrane bioreactors. The two recent projects on the development of process technology for drinking water production concentrated respectively on small systems design and process operation development for larger- sized plants.
The list below contains the titles and project numbers of WRC projects that preceded this project on Process Development and that, in one or the other way, contributed to the development of the capillary ultrafiltration technology discussed in this report.
| WRC 387 | Research on the development and production of membrane systems |
| WRC 548 | Investigation to upgrade secondary treated sewage effluent by means of ultrafiltration and nanofiltration for municipal and industrial use |
| WRC 618 | Development of specialized cross- and transverse-flow capillary membrane modules |
| WRC 632 | Capillary membrane production development |
| WRC 764 | Water supply to rural and peri-urban communities using membrane technologies |
| WRC 769 | R&D of fabrication and production protocol for capillary membranes and special modules |
| WRC 784 | Research into water supply for rural communities |
| WRC 1070 | The development of small-scale ultrafiltration systems for potable water production |
Objectives
The objectives, as stated in the original contract on Ultrafiltration Process Development, are listed below:
These objectives have in principle all been met. Although some of the objectives had been adjusted at the discretion of the Steering Committee, the project team managed ; to endeavour beyond the scope of the project, past the industrialisation phase, and into technology transfer for commercialisation.
The above objectives will be discussed in the Executive Summary under appropriate headings.
Ultrafiltration process development
The results contained in this report originated from development work that was conducted on water originating from the Theewaterskloof impoundment. A containerised ultrafiltration plant was constructed and commissioned at the Paradyskloof Water Treatment facility, courtesy of the Stellenbosch Municipality. The quality of the incoming water varied with season and turbidities ranged from as low as 2 NTU to as high as 98 NTU. The algal content was low, with seasonal chlorophyll concentrations varying between 1 and 10 µg/L. The water is low in carbonate alkalinity and relatively low in colour content. It contains concentrations of aluminium and iron that borders on being acceptable as per SABS 241 (2000) and is a fair representation of surface water in the Western Cape originating from north-facing catchment areas. However, from previous research on membrane filtration, it has been proved that high-colour low-turbidity water (south-facing catchment areas) does not pose a serious problem to membrane ultrafiltration.
No research was conducted on seawater filtration. The Steering Committee acknowledged the fact that a local company developed a revolutionary filtration concept to treat seawater directly with reverse osmosis and that this project, as a result of that, should rather concentrate on developing treatment protocol for non-saline inland water.
The ideal was that no chemicals be used upstream of the membrane filtration operation, and that chlorine would only be used to maintain the disinfection levels guaranteed by the membrane filtration process. However, some coagulation experiments were conducted during start-up experimentation with floating media separation that was being considered as pre-treatment to the ultrafiltration process. That work showed that it was a simple matter to reduce the turbidity of the tested incoming raw water from 20 NTU to below 5 NTU, even at sub-optimum levels of aluminium sulphate dosage.
Per definition, the quality of water produced by ultrafiltration is of a very high quality. No coliforms were ever detected in permeate of uncompromised membranes, and turbidities were always well below 0.2 NTU. The photographs below show incubated (37 ºC) PetriFilms used to test for the presence of E. coli in samples of the concentrate and ultrafiltered product of water taken from the severely polluted Plankenbrug River in Stellenbosch. The PetriFilm test used requires only 1 mL of sample, as opposed to 100 mL as per SABS Standard Method 221. None of the permeate samples tested showed any presence of E. coli, whereas the feed water, without dilution, often had colonies too numerous to count.
It is very important to note that the quality of the product is neither a function of the feed water quality, nor of the skills level of the operator. This has direct bearing on the use of ultrafiltration as a small-systems option to treat non-saline water in remote areas, and its ability to provide a quality filtered water.
 |
Establish cost-effective operating and cleaning protocol
Membranes are typically operated in cross-flow mode. This means that a large proportion of the process feed water is recirculated across the membranes within the filtration loop in order to reduce membrane fouling by forces of shear. This has obvious running cost implications, because of extra pumping energy to recirculate the process water.
It has become standard practise to operate drinking water membrane-treatment systems in dead-end filtration mode. The dead-end filtration process then only requires a feed pump to provide the feed, and pressure driving force. Membranes are periodically cleaned by back-flush, or reverse filtration with permeate, which requires a dedicated pump. In order to keep operating costs down, the project concentrated on the development of dead-end filtration protocol, coupled with in-process strategies to combat fouling and maintain productivity.
Back-flush and flow destabilisation strategies do not address the problem of flux reduction caused by adsorptive fouling. It is therefore necessary to interrupt operations from time to time to perform an in situ chemical clean. No problem was ever experienced, on any of the water tested, with an in-house cleaning formulation that contained an alkali, sequestrant and detergent. In some cases the sequestrant was substituted by chlorine. The role of the alkali was to swell organic foulants, the sequestrant to break organic/inorganic complexes, and the detergent to emulsify and prevent redeposition of removed foulants. No long-term flux decline manifested in the membranes operating on Theewaterskloof water, which would have been indicative of irreversible fouling.
The study on the use of enzymes to clean membranes was terminated early in the programme, because of the overall efficacy of the chemical cleaning formulation used and also because of the relative cost and inefficiency of enzymatic cleaning in this application.
Flow destabilization strategies
A new operating protocol was developed and refined through the course of the project to maintain constant plant output. The protocol involves flow destabilisation, which is introduced at fixed times during filtration. The technique is referred to as reverse- pressure pulsation, and the WRC holds a RSA patent to the technology, which proved to be very effective on ultrafiltration capillary membranes.
The protocol is based on the suction pressure that can be generated by a column of moving water. This suction pressure is used to pull water from the shell-side of the membrane modules into the membrane lumen, where foulant deposits are lifted from the membrane interface. In a subsequent action feed recirculation across the membrane is restored and the suspended deposits are swept from the membrane lumen. Much less water is used during reversed-pulse induced back-flush than was the case with normal back-flush where a dedicated back-flush pump is used.
Large-sized membrane filters
It was not the objective of this project to develop new membrane modules and their manifolding. That fell under the auspices of another WRC project, KS/769. The work in this project was conducted with so-called 90 mm diameter modules that each contained a total filtration surface area of 5 m2. The filters developed by project KS/769 had a newly developed method of attachment to the feed and concentrate manifolds and had a total filtration surface area of 7 m2 each. The module can be scaled up to contain a maximum filtration area of 25 m2. A pilot plant containing six 7 m2 filters was constructed and operated based on protocol developed during the course of the project. The modules and system performed well.
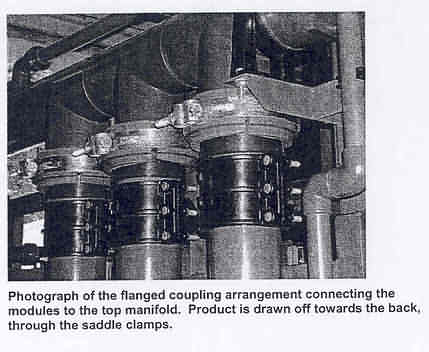 |
A reliable, robust and marketable membrane filtration system was designed. The design was actually taken one step further and two units were constructed with funding from outside of the project. One unit was employed and operated faultlessly in the field for a period of 4 months.
Manpower development
When a new technology is developed from ground level, it is important to include in that process a component that will help to sustain the technology and expand it into new applications. It was for this reason that the work was conducted in conjunction" with the Dept of Chemical Engineering of the Durban Institute of Technology (previously ML Sultan Technikon). Various students benefited from the research. Some of those are still in academia, doing higher degrees; RSA membrane companies employed two, one obtained an Australian post-graduate scholarship to do a PhD, and another has taken the position of junior lecturer at a technikon. All of them have contributed to the advancement of the technology to date, and all are in a position to see to its sustainment.
Technology transfer
The rights to the technology that was developed during this project have been applied for and a company was recently established to commercialise the findings of this and other projects of relevance. The company that was formed is an associate company of Unistel Group Holdings (Pty) Ltd of the University of Stellenbosch.